Air gaging has moved from the inspection bench to the factory floor, where manufacturers are connecting decades-old measurement physics to modern data systems and inline process control. By Genevieve Diesing
Air Gaging Finds New Life in Digital Production
measurement
Air Gaging
Finds New Life in Digital Production
Air Gaging
Finds New Life in Digital Production
H2 Deck By Bold Name
h2 xxxxxx
H1 xxxxxx
h2 xxxxx
measurement
H2 Deck Info By Paragraph Style Bold
Headline
Instead of waiting until the end of production to confirm size, quality teams increasingly collect dimensional data during machining and finishing operations. As a result, many manufacturers have changed how they use air gaging. The technology uses compressed air and back pressure to measure dimensional features without physical contact. While the underlying principles remain unchanged, teams that once relied on air gages as bench inspection tools now place them directly in machining cells, automated stations, and connected quality systems.
Speed and consistency drive adoption
Air gaging still outperforms contact methods in specific applications, particularly when speed and repeatability matter more than full geometric analysis.
“In ultra-high-volume inspection, air gages can take multiple measurements in well under a second,” said Anthony Diiorio, national sales manager at Fowler High Precision. “If you’re inspecting thousands of parts, that cycle time advantage over CMMs or laser scanners is huge.”
The technology removes operator variables that affect contact measurement. There is no squeeze pressure, no interpretation and no wear surfaces.
“When different operators can check the same part and get the same result, confidence goes up and arguments go down,” said Robert Forbes, CEO of WESTport Corp. “That consistency matters, especially when you’re running multiple shifts.”
Farzad Azimi, product manager at Mahr Inc., pointed to the physics behind that consistency.
“Because the system relies on the physics of airflow and back pressure rather than mechanical contact, air gages can reliably detect very small dimensional changes, often in the millionths of an inch with exceptional stability,” Azimi said.
Best applications: cylindrical features and tight tolerances
Air gaging works best on precision bores, bearing fits, and parts with tight size or geometry requirements. The sweet spot includes cylindrical features such as bores, shoulders, grooves, shafts, pins, and stepped diameters.
“It’s especially effective on ground, honed, or polished surfaces,” Diiorio said. “Tolerance-wise, it really excels in the medium-to-very-tight range, roughly ±0.0002” down to ±0.00005”, particularly when the manufacturing process itself is stable, like grinding or honing.”
Steven De Jesus, inside sales at Western Gage Corp., and Keith Caputo, vice president at Western Gage Corp., noted additional applications where air gaging provides advantages over contact methods.
“Air gages are ideal for parts that can easily scratch because it is non-contact,” they said. “Air gages are ideal for parts that are long and deep where measuring and reaching inside diameters is inaccessible.”
Azimi sees continued adoption across sectors where precision carries financial consequences. Industries including automotive, hydraulics, bearings, fuel systems and medical manufacturing come to mind.
“Anywhere the cost of scrap or rework is high or where measurement uncertainty must be extremely low, air gaging remains a top choice,” he said.
From bench tool to process control
The biggest change in air gaging involves where and how manufacturers use it.
“Years ago, air gaging was often used at the end of the process to confirm size,” Forbes said. “Today, I see more customers using it during production as a control tool. They’re tying measurements back to the machining process and making adjustments sooner. That shift alone has helped a lot of shops reduce scrap and rework.”
De Jesus and Caputo described integration with robotic systems and CNC machines.
“Gages are now used in-line and are integrated as part of a robotic system,” they said. “Dimensional air gages are also being used to capture and record data straight out of CNC machines by connecting them to computer systems both wired and wirelessly.”
Diiorio sees the technology migrating closer to production.
“Traditionally, it was more of a stand-alone bench inspection tool with manual interpretation and fixed tooling,” he said. “Today, it’s often inline, integrated directly into machining cells, and digitally connected to SPC and factory networks.”

caption
caption
caption

caption
caption
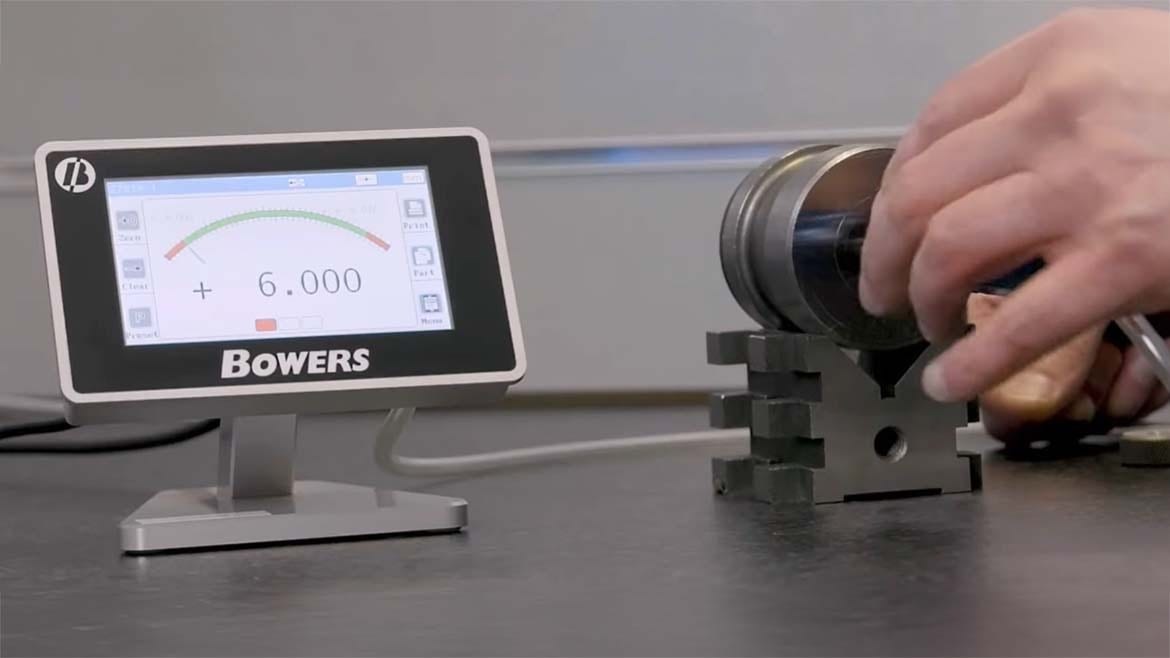
Digital interfaces replace analog readouts
Manufacturers increasingly demand data connectivity from their measurement systems.
“The biggest shift is the movement from analog readouts to digital systems,” Azimi said. “Manufacturers today want live data for post-processing analysis, automated measurement stations with minimal operator input, and real-time feedback for process control.”
Experts say that connectivity enables new applications beyond simple pass-fail inspection.
“Air gages are increasingly networked, feeding data directly into SPC platforms and MES systems,” Diiorio said. “We’re also seeing more integration with CNC machines and grinders, enabling closed-loop feedback and adaptive machining.”
Forbes sees data collection driving customer decisions.
“I’m seeing more interest in connecting air gaging to digital readouts and data systems,” he said. “Shops want measurements they can track, not just see in the moment.”
Operator influence nearly eliminated
Air gaging reduces measurement risk by removing human variables from the process. The technology is self-centering and non-contact, which eliminates common sources of error.
“Since air gaging is non-contact, there’s no stylus force for an operator to accidentally influence,” Diiorio said. “You don’t have to worry about someone ‘loading’ the part differently from one check to the next.”
Azimi noted that setup and stabilization require less operator skill than contact methods.
“Masters are quick to use, simplifying setup and recalibration,” he said. “Readings stabilize quickly, even with less experienced operators. All of this results in lower measurement variation from shift to shift or from operator to operator.”
De Jesus and Caputo attributed consistency to limited application methods.
“Dimensional air gages reduce measurement risk and operator variability because they are very limited in its application method, which is designed to measure tight tolerance dimensions,” they said.
Misconceptions persist
Despite advances in electronics and connectivity, misconceptions about air gaging remain common on the shop floor.
“One of the most common is that air gaging is ‘old-school,’“ Diiorio said. “The reality is the measurement physics haven’t changed, because they work, but the electronics, software, and integration absolutely have.”
Forbes hears concerns about maintenance and limited applications, though neither holds up in practice.
“One misconception I still hear is that air gaging is outdated or difficult to maintain,” he said. “In practice, it’s very stable when it’s applied correctly. Another is that it’s only useful for extreme tolerances. Even when tolerances are moderate, the speed and repeatability can make it the right choice.”
Azimi addressed assumptions about limited capability, which persist despite available tooling configurations.
“Air tooling can measure tapers, flatness, squareness, straightness, clearance IDs/ODs, and more with the right setup,” he said.
Shops often expect one gage to handle multiple part sizes, but that expectation reflects a misunderstanding of how air gaging achieves its accuracy, according to De Jesus and Caputo.
“A misconception we still hear about air gaging is that one gage can measure a wide range of sizes,” they said. “The reason air gaging is so accurate, fast and has minimal operator influence is its very limited and specific application ranges.”
Cost effectiveness in high-volume production
When manufacturers factor in tool life, minimal wear, fast cycle times, and reduced scrap, air gaging often delivers lower total cost of ownership than alternative technologies.
“Air gaging remains one of the most cost-effective solutions for tight tolerance, high-volume dimensional inspection,” Azimi said. “Air gaging is not just a legacy solution — it’s a modern, adaptable, and highly reliable measurement method that continues to be a core part of precision manufacturing worldwide.”
Diiorio emphasized that air gaging complements rather than replaces other metrology methods.
“CMMs and optical systems are still the go-to for full 3D form, GD&T, and complex geometry,” he said. “Air gaging fills the gap where fast, repeatable diameter and bore measurement is needed in production.”
The technology delivers return on investment in specific conditions, according to Diiorio.
“Where air gaging really delivers ROI is in high-volume environments with tight tolerances, a need for immediate process feedback, and frequent diameter changes where fast changeover is important,” he said.
Many manufacturers who could benefit from air gaging don’t know the technology exists or how it works. De Jesus and Caputo see this knowledge gap as the biggest challenge facing air gaging suppliers.
“Many manufacturers today still don’t know much about air gaging,” they said. “Educating the industry that air gaging exists and how it works can not only save companies money, but improve quality, speed and efficiency.”