Simplifying Metrology System Selection for
Medical Applications
Measurement
Tips for choosing the right vision system.
By CW Moran
Ensuring stringent medical part quality is challenging, but with the right vision system, manufacturers can utilize powerful technology to help determine that the challenges are being met. Vision systems are crucial to minimizing waste and saving time and money throughout the manufacturing process.
Quick inspection checks are often used in-process to determine that design specifications are being met. Tolerancing can be used to confirm that intricate features are being produced accurately, within an acceptable range. When placed in a walkup metrology scenario, often directly on the shop floor, vision systems can be used by virtually any employee involved in a manufacturing process to perform an inspection check, eliminating quality control bottlenecks. Errors can be caught in real time and adjusted in-process, so that the finished product is right the first time, preventing costly rework or scrap.
Multi-sensor measurement systems in particular, which include functionality such as vision and touch probe capability, help solve many of the measurement and inspection challenges arising in medical manufacturing. Providing exceptional speed and efficiency, a multi-sensor measurement system can easily increase QC throughput by performing multiple processes on a single machine, while maintaining accuracy.
Following some simple steps for selecting a vision or multi-sensor vision system will serve medical manufacturers well, and help to avoid making costly selection mistakes.

Step 1: Know Your Parts
To select the right system for your needs, first identify the range of parts requiring QC and their corresponding requirements. For example, medical part specifications are often tight, requiring precise dimensions, printed documentation, and part-number tracing. Identifying the key areas upfront will help to streamline the next step, which is to contact a reputable and knowledgeable metrology system supplier/manufacturer.
Step 2: Partner with Knowledgeable, Experienced Medical Metrology Supplier
It is critical to consult, and ultimately partner with, a respected and experienced metrology system supplier that offers the latest vision system technology for medical manufacturing, and who either manufactures or sources solutions from a manufacturer who is continually enhancing capabilities through ongoing research and development.
There are many aspects of manufacturing that are unique to the medical device industry, including having to work with highly reflective finishes, complex curves, unique thread specifications and micro-etching. Coordinating with a supplier that is well versed in these distinctive challenges can help in selecting the right metrology system, configured with the proper lens, lighting, software and accessory options.
Guidance should include comprehensive demonstrations of measuring/inspecting actual application parts, when permitted. Demonstrations can be conducted in person or virtually, depending on preference.
Proper setup of the vision system on a shop floor or QC lab environment is key. Be sure to partner with a metrology supplier who will work closely on the installation and provide effective training to successfully put the system into production. On-going technical support, either virtual or in-person, is also critical for the lifetime of the vision system. This may include help with annual calibration to ensure the system is operating consistently and reliably.
This large field-of-vision (FOV) benchtop vision measurement system is capable of being used in either a vertical or horizontal orientation. It has a high-resolution digital video camera and minimal optical distortion for accurate FOV measurements of up to 90mm.
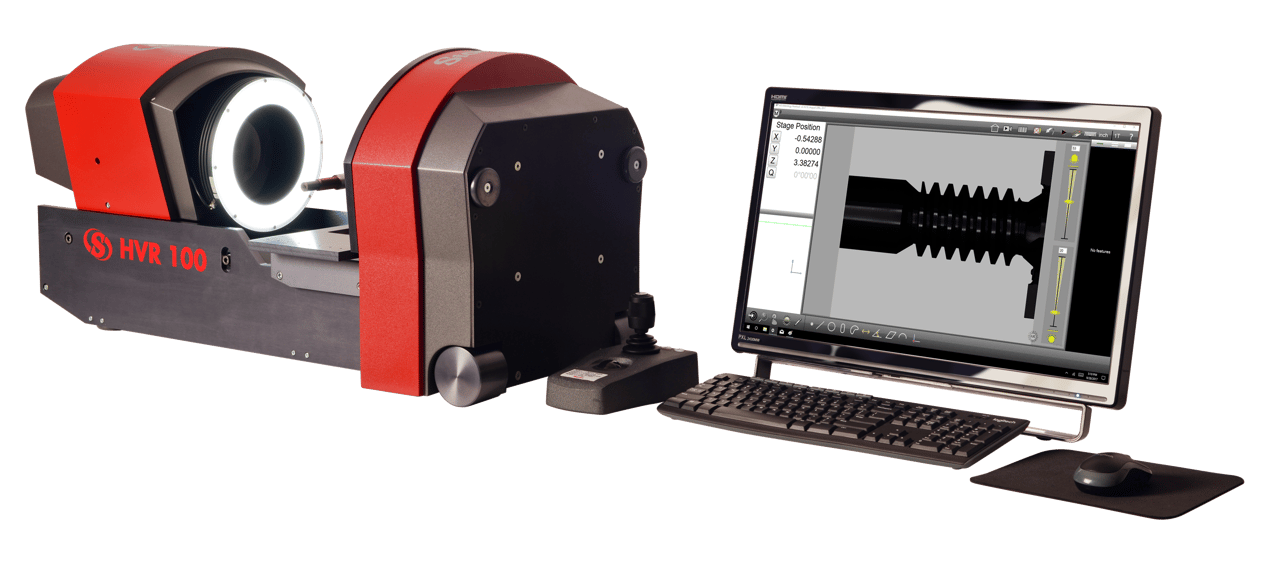
Complex pieces, such as a hip joint insert, require a large FOV in order to fit the entire part profile in its view for measurement and inspection.

Step 3: Get Educated on Options
Today’s vision systems offer a wide range of capabilities which may be available as standard or can be configured for a customized system to address individual needs. Having an overview of the options available will help expedite the vision selection process when working with your metrology system supplier.
The following describes some of the functionality that is available today – with so many options, it is clear why consulting with a knowledgeable metrology system provider is so important.
Benchtop or Floor Standing Systems: Choose from tabletop microscopes, horizontal and/or vertical view tabletop systems, as well as floor-standing models in horizontal or vertical viewing orientation. Starting with the application needs and working backwards from there is the best way to ensure that the right system is selected.
For example, in situations where quality checks need to be run on large batches of a single piece, a large format system or large field of view system is ideal. Or, when involved in bone screw production, a horizontal system with a thread module application is an excellent option.
CNC Control: CNC control is available as an option on almost every vision system. CNC control can be used independently, or in coordination with a touch probe, to ensure that the desired measurements are being taken in the exact same place every time. In medical manufacturing, where parts are often manufactured for years under strict regulatory approval guidelines, CNC control capability can ensure a smooth transition to a more modern vision system, increasing capabilities without compromising quality.
Optical Options: For most modern vision systems, taking measurement points in the Z-axis is a standard feature or offered as an option. When combined with high-magnification optics, the system can capture numerous, accurate data points in all three dimensions.
New multi-sensor measurement platforms may be equipped with dual optical systems that work in tandem to allow measurement of a diverse range of features with one single device. A primary zoom lens enables small intricate features to be inspected with high precision and resolution down to two microns. A secondary large field-of-view camera can be equipped with a telecentric lens that can simultaneously inspect large areas of a part, or an entire part itself.
A broad range of zoom options also means that measurement configurations can be custom tailored to meet the specific application requirements for each user. This advancement in measurement technology allows companies to have the best of both worlds in one metrology system, without the need to change lenses or re-calibrate the unit. The option to have dedicated or interchangeable lens configurations on a bayonet for almost all camera options ensures that any one system can be configured with a multitude of lens types, requiring fewer inspection systems, saving floor space and money.


Walkup metrology is a process that means that once a part profile is created, any employee can initiate the program and instantly obtain the same results with confidence.
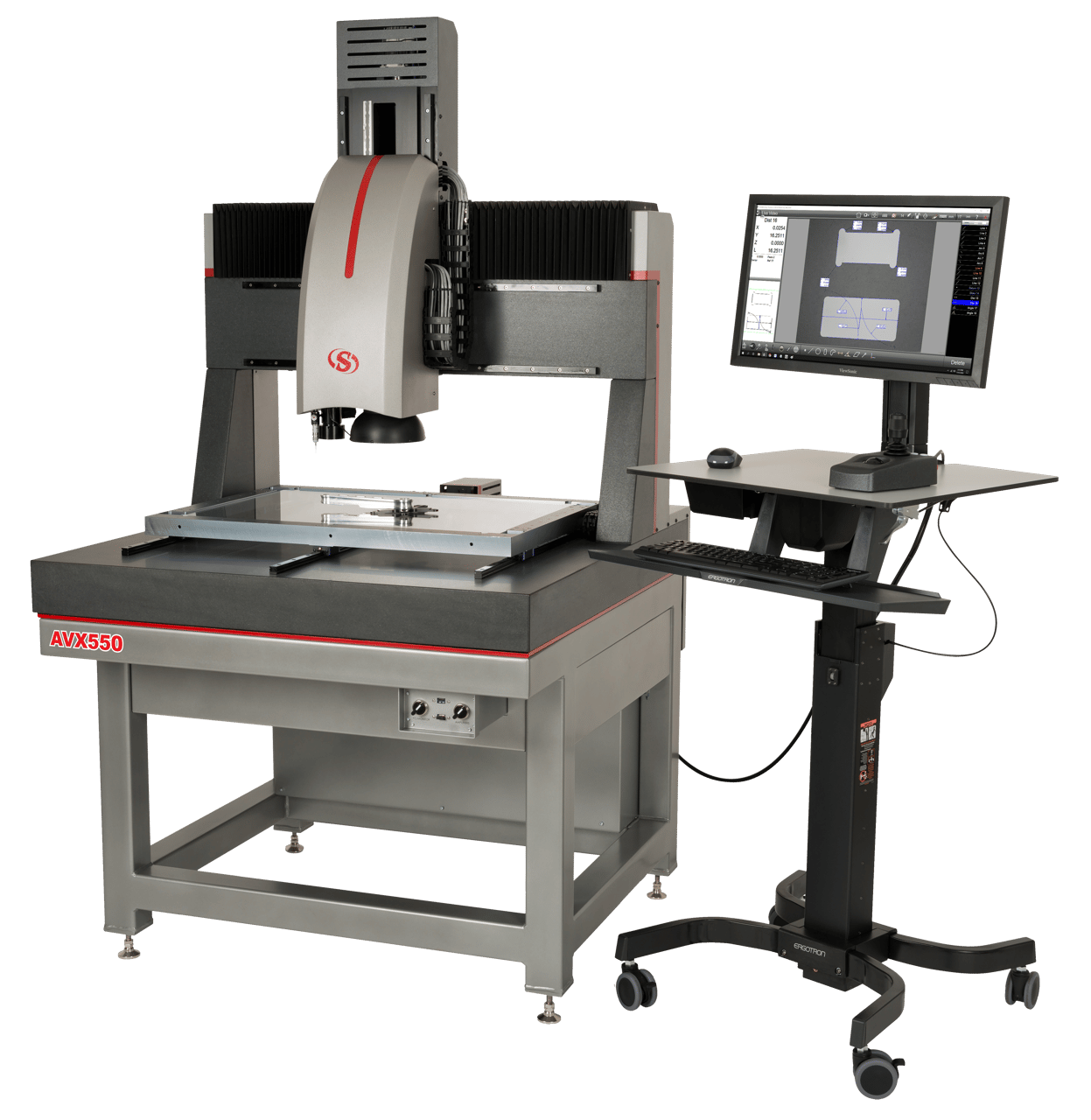
This multi-sensor vision system is equipped with dual optical systems and touch-probe capability to measure parts with a diverse range of feature sizes and geometries.
This system combines the best features of a horizontal optical comparator and a vision system.
Touch Probes: This capability increases the accuracy of vision systems by providing an additional layer of inspection, allowing for the capture of discrete points on a part’s profile to be built into the inspection process as programmable steps. Discrete points that can be hard to reach, such as bore holes, can be accurately measured with the touch probe sensor by traveling into recessed spaces and taking the required measurements directly. Touch probes can also help determine when a cutting tool is falling out of spec and needs replacement.
Lighting Options: Proper light control is crucial to accurate in-process measurement for ensuring that highly reflective surfaces found on many medical devices do not interfere with obtaining accurate results. All lighting systems on vision systems can be adjusted for intensity, depending on the specific needs for measuring the part feature. For repeatable and reliable results, light levels can be integrated into the inspection process as programmable steps. This ensures that enough light is present to illuminate the feature, without washing it out and distorting the image.
Darkfield lighting, which utilizes a low angle ring light that is positioned very closely to the work piece, is ideal for parts such as joint replacements, which have highly reflective surfaces. Surface defects, scratches, or engraving of serial or part numbers can be more easily identified.
Camera Options: Customizable camera solutions have been developed to handle the challenges of intricate part inspection. Zoom lenses can produce up to 310X magnification on the monitor. Telecentric optics come in a wide array of lens options.
Software applications: Software can significantly enhance the capabilities of a vision system. Providing a high level of confidence in repeatability and reliability, integrated software enables part recognition profiles to be created based upon a few key points on a component’s profile. Once this profile has been created, another part, or multiple parts, can be placed in the camera’s FOV to initiate the part recognition profile. The camera will orient the part based on the key points and automatically run the preferred measurements, generating a report in seconds.
Video edge detection, which detects transitions between light and dark fields, further helps guarantee accuracy by eliminating operator subjectivity. Using a user-friendly process, known as walkup metrology, means that once a part profile is created, any employee can simply initiate the program and instantly obtain the same results with confidence.
Thread module programs are ideal for identifying features on parts such as bone screws, ensuring that thread pitch, major and minor diameter are within the strict tolerance limits of the medical industry.
Accessories: Accessories are available that assist with proper part orientation such as fixtures, vises, and rotary indexers. Fixtures are great for ensuring positional repeatability and offering faster throughput. Vises securely hold a work piece in a specific position and are available in fixed or rotary options. Conversely, a rotary indexer is the right choice for controlled rotation of a part while maintaining position, such as when a user is inspecting the leading edge of a bone screw thread.
With such a wide range of medical metrology system options available, taking the time to get educated, as well as working with a knowledgeable and experienced supplier are key to critical medical part quality control and manufacture.
All photos courtesy of The L.S. Starrett Co.
CW Moran, Starrett marketing specialist, metrology
October 2021 | Volume 60 | Number 10

Scroll Down
Scroll Down