Additive Standards
Inspection
NDT
By Carl Dekker
Additive
Manufacturing
& Standards
When new industries, technologies, or processes emerge and grow, so does the need for standardization.
Additive manufacturing is at the forefront of the new industrial revolution. The additive manufacturing (AM) industry is constantly evolving to produce a stronger, consistent part. 3D printing is much older than people realize—some of the first experiments using additive date back to 1981. Japanese Doctor Hideo Kodama of Nagoya Municipal Industrial Research Institute was one of the first to invent a single-beam laser curing approach. Perhaps better known, in the United States it was Chuck Hall in 1984. Both systems use a UV light to strike a vat of photopolymer material and where the material is struck, it hardens. When the layer is completed, the platform moves down, more material covers the geometry, and the process repeats until the geometry is complete.
Since then, many improvements to AM equipment, technology, and processes have been made. The means of deposition can, and do, vary greatly with different levels of maturity. When new industries, technologies, or processes emerge and grow, so does the need for standardization. Standards help ensure safety, reliability, and repeatability. In 2008 15 people from the then rapid prototyping industry sought help from ASTM Intl to start the development of standards for these technologies. In January of 2009 the F42 - Committee on Standards for Additive Manufacturing was formed. And yes, the first meeting was focused on what the consensus adopted name would be.

As more standards were developed it became apparent that classification of these technologies would be needed. Throughout this article, we will go through the seven AM processes categories, what standard organizations (SDO) are out there, and where standards for AM are now. With currently over 1,000 members in the ASTM F42 committee these developments are moving quickly.

The Need for Additive Standards
Additive manufacturing is at the forefront of the new industrial revolution. Carl Dekker explains how additive technologies have evolved, why additive standards are needed, and how you can get involved in the process.
Binder Jetting
Binder jetting was the original ‘3D printing’ system developed at MIT. Materials for this process can vary from the original corn starch to metal to sand to even ceramics. This process starts with a thin layer of powder spread across the build platform. Then, the printhead with inkjet nozzles passes over, selectively depositing drops of the binding agent, this agent bonds the powdered particles together. When printing in full color, this is also the step when the colored ink would be dispensed. When the layer is complete, the platform moves down and is then recoated with more powder, and the process repeats until the part is finished. When finished, the part will be encased in a powder bed and should be left until completely cured and cooled. Once cured, it is stronger and ready for post-processing. Any excess powder is blown or brushed off and per customer discretion, secondary finishing begins. Material dependent, there is usually post-process sintering that is required when using metal binder jetting. Also, to ensure the vibrancy of colors, full-color prototypes should be infiltrated with acrylic and coated. Parts in their “green” state are very brittle and have a high porosity so it is recommended to do some sort of secondary finishing.
Directed Energy Deposition
Developed at Sandia National Labs, directed energy deposition (DED) is becoming more used when repairing or adding additional material to an existing piece. The existing part or piece is added to the build chamber and a multi-axis nozzle is moved around it. Feedstock can be either powdered or wire that is deposited through the nozzle (similar to material extrusion) onto the object. The material is concurrently heated with an electron beam, laser, or electrical arc making it pliable while being deposited into a melt pool. This process repeats, layer by layer until the repair, or part is completed. This process is very useful when repairing products with long lead times or legacy products that are no longer being created.
Material Extrusion
Material extrusion (invented by Scott Crump in 1989) is a bit different than the rest because of how the material is dispersed. Material is pushed through an extruding nozzle while simultaneously heated to a malleable state. The extruding nozzle or head moves back and forth depositing material layer by layer, while the build platform descends after each layer. This process is currently the most common form of AM as it is low cost utilizing open-source software and easily available material. Popular technologies like fused deposition modeling (FDM from Stratasys) use this technology to build strong consistent parts or tools.
thMaterial Jetting
Material jetting is when the print head is positioned above the build platform, the print head deposits droplets of material, some systems use liquid photopolymers, and then a UV light sweeps over the platform curing the layer. This repeats until the part is completed. This process is very similar to the inkjet printer you have in your home, the main difference being it does not stop at the 2D print. What sets this process apart from others is the full x-axis material deposition. What this means, other processes only have a singular source depositing liquid, while material jetting has multiple, even hundreds of printheads depositing material. Machines made using this technology can produce a wide variety of parts: clear, strong, flexible, full color, single color, customized material properties, etc.
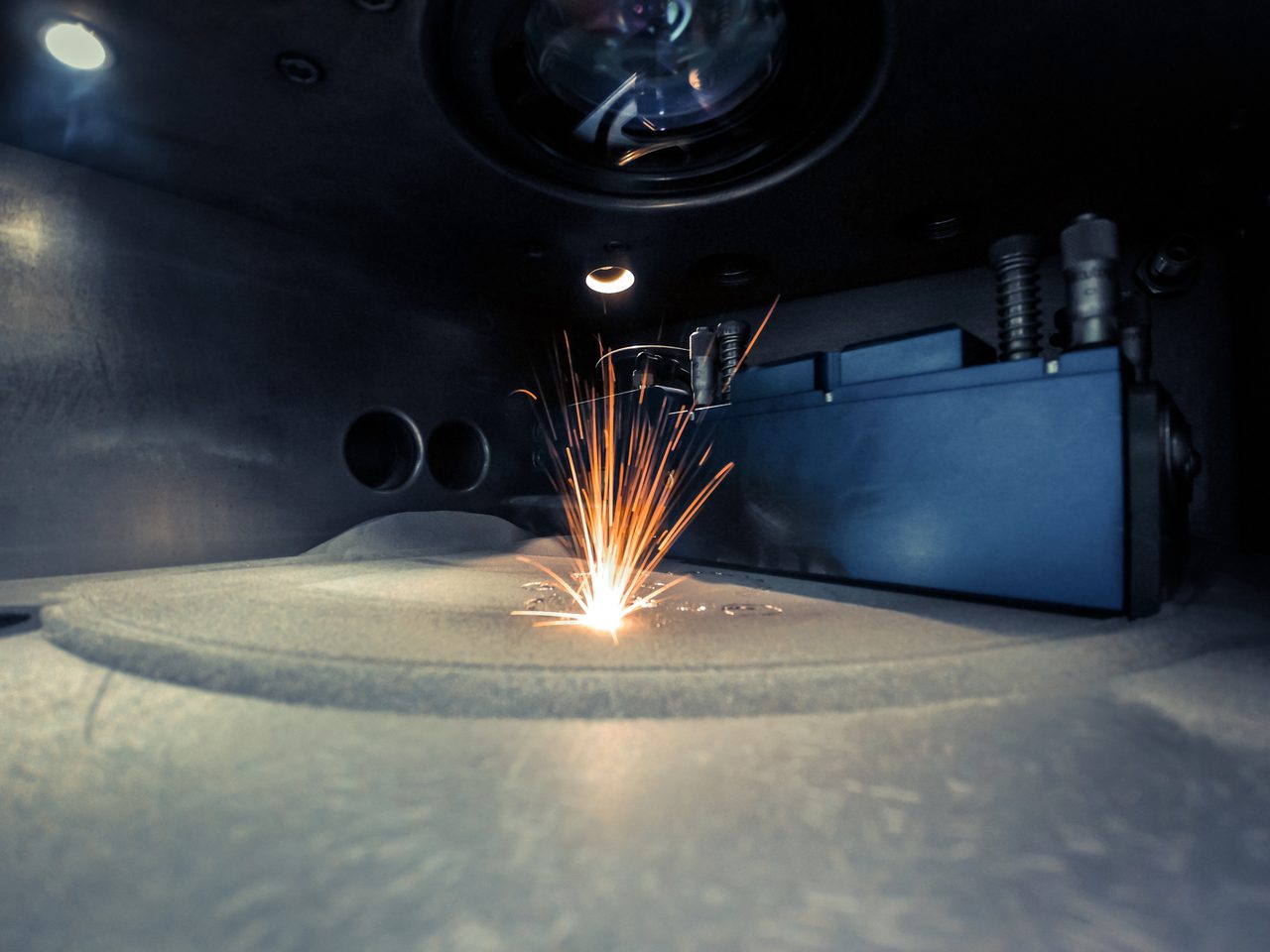
Powder Bed Fusion
Developed at the University of Texas - Austin under the guidance of Dr. Joe Beaman, Carl Deckard developed selective laser sintering (SLS) in 1986. Many machines can perform powder bed fusion (PBF) like selective laser sintering (SLS), selective laser melting (SLM), direct metal laser sintering (DMLS), and even electron beam melting (EBM). All of these machines use the same method. First, a layer of powder is spread across the bed, then a laser strikes the powder bed based on the 3D data. When the laser strikes the powder bed it sinters or melts the material, fusing or welding it to the prior layer. The bed is then lowered, another layer of powder is spread across, the laser strikes and the process repeats until the bed is complete. This process allows for multiple parts or assemblies to be done in the time it would take to create a single part. Once the bed is complete and cooled, it is also completely cured. We now also have the multi jet fusion (MJF) that builds in a powder bed but uses an energy catalyst through a fusing agent. This allows for faster build speeds in polymer systems.
Sheet Lamination
Michael Feigen invented the laminated object manufacturing (LOM by Helysis 1995), which uses thin sheets of material that are fused layer-by-layer, then the part is profiled with a laser or knife. There are many types of sheet lamination depending on the material or forming method used. Sheet lamination can do these steps in either order, form then bond or bond then form. By forming it means cutting the material in the desired shape and bonding meaning joining the layers together. Some of these systems use adhesives, thermal bonding, or ultrasonic consolidation which is applied through thin strips of metal alloy.
Vat Photopolymerzation
This is the first additive manufacturing technology and the one that also started an industry. The initial process started with a platform that was submerged into a vat of material. We have now added inverted build envelopes that only require a fraction of the material.
While both of these systems utilize photosensitive materials, small batch control options are now available.
Integration of thermoset chemistry is also enabling urethane and silicone families of materials.
Standard Development Organizations (SDOs)
To ensure these processes are producing safe, reliable, and consistent parts there are a variety of AM standard development organizations (SDOs) to ensure just that. Organizations like ASTM F42, ISO Technical Committee 261, ASME Y14.46 Committee, AMS-AM Committee, AWS D20 Committee, ISO TC184/SC4, and the list keeps growing. The ASTM International (American Society for Testing and Materials) Committee F42 on additive manufacturing technologies was established to address the highest priority standard’s needs. This committee has a variety of subcommittees for terminology, test methods, materials and processes, design, environment, health and safety, and the U.S Technical Advisory Group (TAG). In 2011, ISO and ASTM have signed a Partnership Standards Development Organization (PSDO) agreement. This agreement has helped fast-track the adoption process and eliminates any duplication of effort. ASTM and ISO have agreed to mutually reference their standards in publications to try and normalize terminology and expedite the adoption process.
America Makes, in conjunction with ANSI, organized and led an activity to publish a roadmap of the current standards landscape.
This roadmap (rev 2) has identified currently 93 gaps that have been discovered by these committees. They have found 19 as a high priority, 50 as a medium, and 24 as low. ASTM is already positioned to address 82 gaps in conjunction with ISO, but 64 of these gaps will require research and development.
Development is under way on examinations for microwave testing, guided wave testing, and revival of the currently dormant neutron radiography method.
NDT methods listed in SNT-TC-1A for which ASNT does not currently have plans to develop examinations for are the ground penetrating radar, laser and vibration analysis methods. The employer requiring these methods would need to address these in their written practice.
The Industrial Radiography Radiation Safety Program (IRRSP) is also offered to meet regulatory requirements in the U.S. ASNT is recognized as an approved certifying entity for industrial radiation safety certification of radiographers utilizing Gamma devices (RAM), X-ray devices or both (combo) devices.
Employer-based certification systems in the U.S. generally utilize the requirements of the industry they serve. NAS-410 is specified for most aerospace/aircraft applications, ANSI/ASNT CP-189 is specified for many nuclear and for some specific applications, and various industry-specific systems may also be specified for certain unique applications. SNT-TC-1A is generally specified for most other applications.
To become certified, personnel must meet the requirements of the certifying authority for third party programs and/or the employer’s written practice for employer-based programs. This consists of documented evidence that the requisite number of formal classroom training and total NDT as well as method specific experience hours have been attained, followed by successful completion of the written general (closed book), written specific and practical (hands-on demonstration) examinations. An eye examination is also required to verify acceptable visual acuity and color contrast capability.
I hope the information presented provides a useful summarization of the more prevalent NDT certification programs currently in use and how they have evolved. As technology and industry continue to advance, NDT certification requirements and the programs to address them are sure to follow.
Image source: Getty Images
Ian R. Lazarus is president and CEO of Creato Performance Solutions, providing leadership development, training, and solutions to support operational excellence.
Carl Dekker is the president of MET-L-FLO and the Additive Manufacturing Users Group, Fellow of the ASTM Intl., Past Chair ASTM Intl. F42 Committee on Standards for Additive Manufacturing, and a Past Chairperson of the SME’s Rapid Technologies and Additive Manufacturing (RTAM) Community (formerly the RPA). SLA “Dinosaur” award. For more information, call (630)409-9860, email sales@metlflo.com or visit www.metlflo.com.
Jim L. Smith has more than 45 years of industry experience in operations, engineering, research & development and quality management.

November 2021 | Volume 60 | Number 11

Scroll Down
Scroll Down