H2 Deck By Bold Name
h2 xxxxxx
H1 xxxxxx
h2 xxxxx

Test & INspection
Even the most sophisticated systems can struggle when confronted with challenging inspection surfaces.
By Daniel Olache
Designing Inspection Systems for Challenging Surfaces
Test & INspection
H2 Deck Info By Paragraph Style Bold
Headline
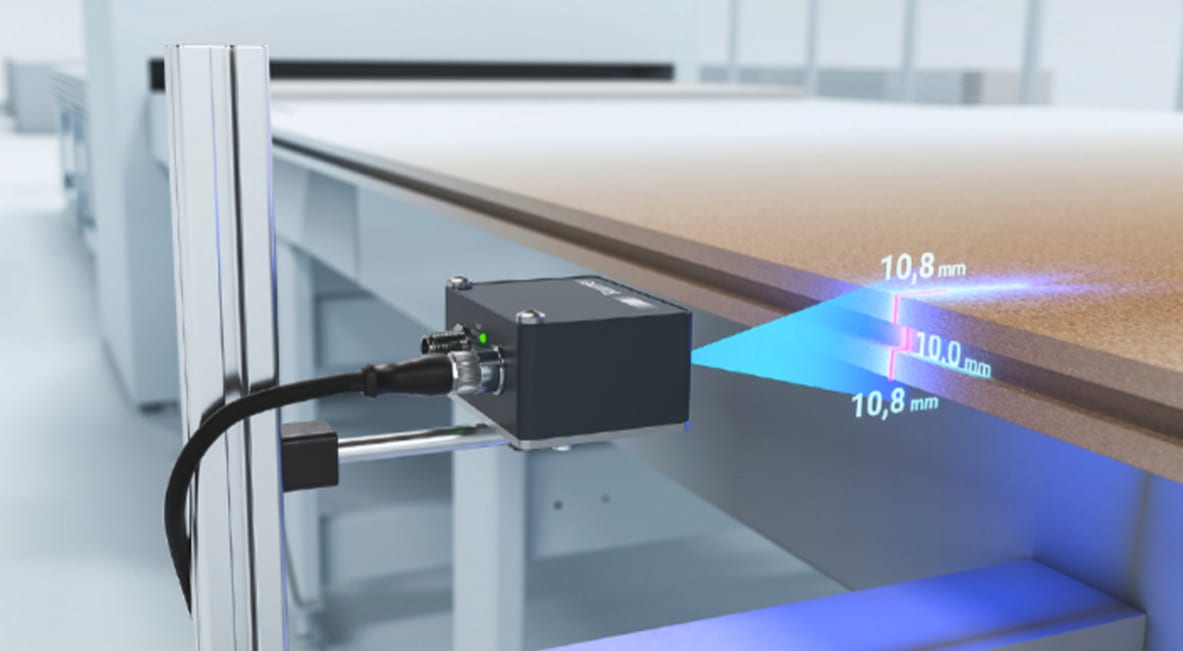
Modern manufacturing increasingly relies on full in-line inspections to maintain quality standards, reduce scrap, and improve traceability. Laser triangulation sensors, time-of-flight devices, and smart cameras are now routinely used to measure dimensions, detect defects, and guide production processes in real time. Even the most sophisticated systems, however, can struggle when confronted with challenging inspection surfaces. Highly polished (reflective) metals, deep black rubber, translucent materials, and hot steel often interact with light in ways that are difficult to predict, producing inconsistent measurements that can frustrate engineers and quality managers alike.
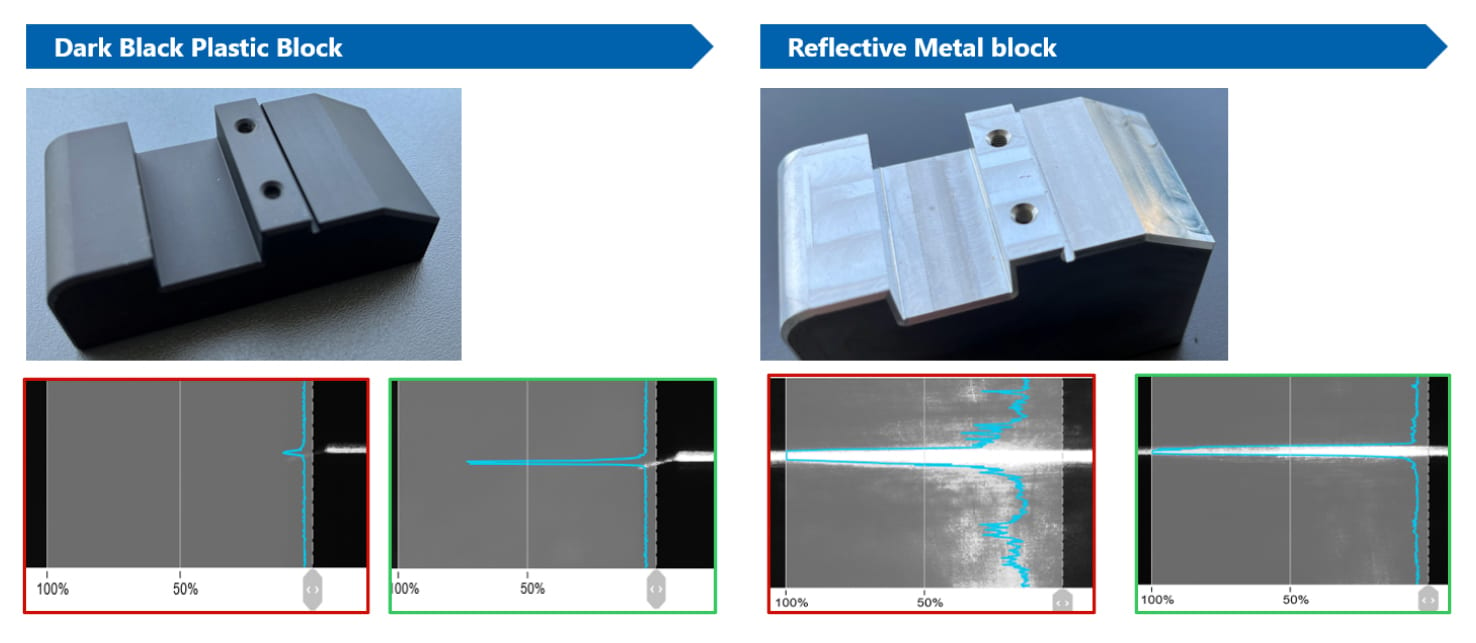
The reliability of any optical inspection system is determined by how light interacts with the material being measured, with measurement accuracy driven by a combination of absorption, reflection, and scattering. Surface characteristics such as color, finish, and microstructure all influence these interactions. Dark materials like black plastics or rubber absorb a large portion of incident light, reducing signal strength and increasing measurement noise, particularly at longer distances or higher speeds. Polished or glossy surfaces, including machined aluminum or stainless steel, tend to reflect light, acting like mirrors and potentially directing the beam away from the sensor if the angle of incidence is not carefully controlled, which can result in signal dropouts or saturation. In contrast, matte surfaces scatter light more diffusely, generally making them easier for triangulation-based systems to measure reliably, although surface microstructures can still introduce unpredictable scattering effects. Transparent and translucent materials present an additional challenge, as light can penetrate below the surface and reflect from subsurface layers, sometimes causing the sensor to detect an incorrect surface height and leading to inaccurate measurements.
caption
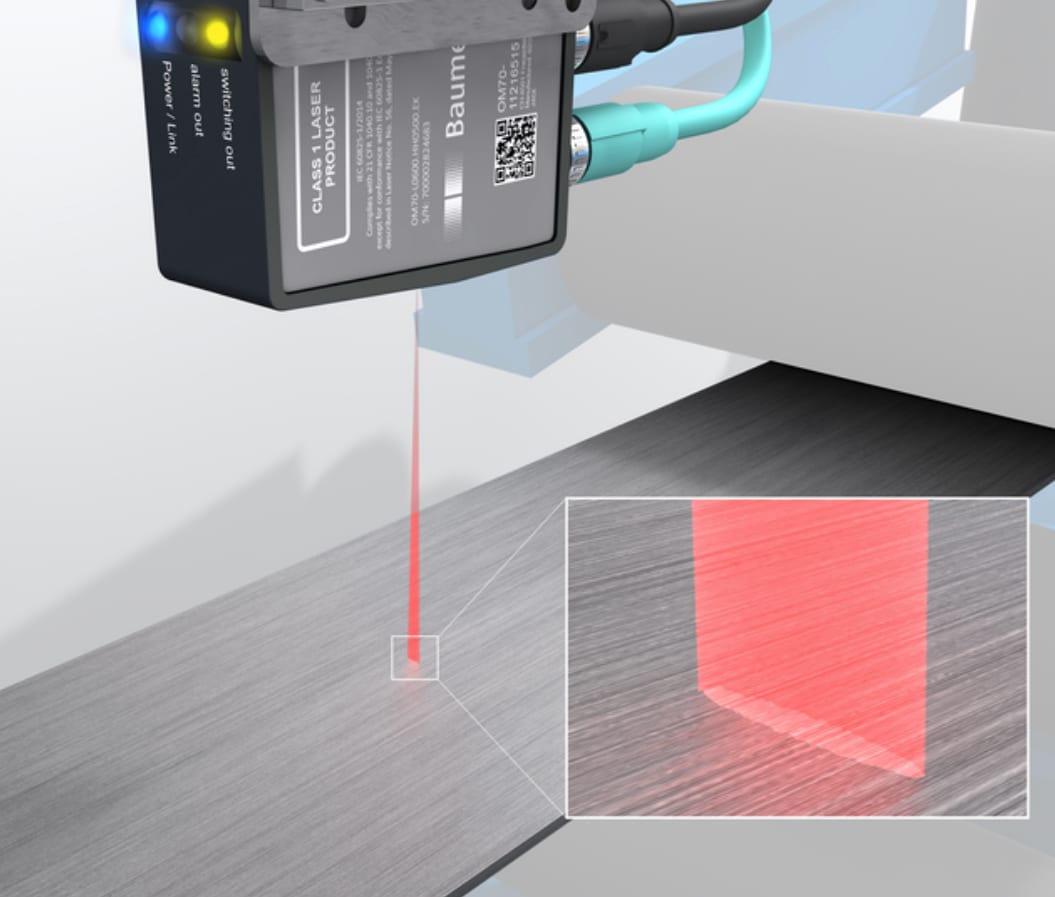
Wavelength selection is a key factor in addressing these challenges. Most industrial laser sensors historically use red diodes, around 650 nanometers, due to their cost efficiency and visibility during installation. However, red light interacts differently with materials than shorter wavelengths. Blue lasers, in the range of 405 to 450 nanometers, have become increasingly common in precision inspection because they reduce some of the measurement problems caused by surface absorption, reflectivity, and scattering.
Blue light has a shorter wavelength, which reduces its penetration into transparent and semi-transparent materials. Red light tends to travel deeper into plastics or films, which can result in returns from subsurface layers and cause unstable readings. By using blue light, most of the reflection occurs at the surface, improving edge definition and providing a more stable height measurement. For shiny metals, blue lasers also reduce speckle effects and produce a more consistent return signal. This is particularly important for applications that require precise edge profiling, such as accurate measurements of machined components. The smaller diffraction-limited spot size of blue light can also contribute to finer measurement resolution, although system optics and sensor design ultimately determine the achievable precision.
Speckle, a type of interference pattern that appears when coherent light reflects from rough surfaces, is another source of measurement variability. It manifests as random intensity fluctuations and can degrade repeatability. Speckle contrast generally increases with wavelength, so shorter wavelengths such as blue light tend to produce less speckle. For high-precision profile measurements on machined metal or textured composites, reducing speckle can significantly improve repeatability and reliability.
caption
Different surfaces present specific challenges that require tailored approaches. Polished metals, for example, can produce specular reflections or signal saturation. These challenges can often be mitigated by adjusting the triangulation angle, using optical filters, or selecting shorter wavelengths. Mounting stability is also critical; vibrations or misalignment can translate directly into measurement noise. Black rubber and dark plastics, which absorb more light, benefit from sensors with high dynamic range and careful selection of standoff distance, along with wavelength optimization to ensure sufficient signal return. Transparent or translucent materials require attention to penetration depth and reflection from subsurface layers. Shorter wavelengths can improve surface measurement accuracy, and optical filtering or angle adjustments can further reduce unwanted reflections. Hot materials, such as steel in processing lines, add another layer of complexity, as thermal radiation can interfere with optical measurements. Narrow-band optical filters and careful sensor placement can help minimize these effects.

caption
caption

caption
Mechanical and environmental factors are just as important as optical considerations. Triangulation sensors, for instance, convert positional changes in reflected light into distance measurements, so any vibration at the sensor mount can directly affect measurement stability. Robust mechanical design, damping, and careful mounting are essential, particularly in stamping, machining, or roll-forming environments. The angle of incidence must be considered carefully for specular surfaces, as small angular misalignments can lead to large measurement errors. Even ambient lighting can influence smart cameras and certain optical sensors. Using narrow-band optical filters matched to the laser wavelength can dramatically reduce interference and improve consistency in challenging factory environments.
caption
The choice of measurement principle also interacts with surface challenges. Laser triangulation sensors generally offer higher precision at short to medium distances but are more sensitive to surface properties. Time-of-flight sensors, on the other hand, are better suited for longer distances and are less affected by surface microstructure, although they typically provide lower precision. When micron-level accuracy is required on difficult surfaces, triangulation sensors with optimized wavelength selection often provide the most reliable results.
Designing inspection systems for challenging surfaces is not just about maximizing accuracy on a single part or in a lab environment. Real-world production requires robustness, repeatability, and consistency across shifts, operators, and environmental changes. Engineers should test their systems on actual production materials, evaluate performance across surface finishes, and validate repeatability over time rather than relying solely on static accuracy. Diagnostic monitoring can provide early warning of measurement instability, and integrating inspection systems into process control allows data to drive immediate corrective actions.
As manufacturing tolerances tighten and full in-line inspection becomes standard, understanding light-material interaction is no longer optional. The decision between red and blue laser sources is a physics-based design choice rather than a cosmetic one. By combining thoughtful wavelength selection, appropriate measurement principles, careful mechanical design, and attention to environmental factors, engineers can design inspection systems that perform consistently on even the most challenging surfaces. In doing so, optical sensors move from reactive measurement tools to dependable process assets, helping manufacturers achieve zero-defect production and maintain a competitive edge in today’s high-speed, high-precision manufacturing environments.