H2 Deck By Bold Name
h2 xxxxxx
H1 xxxxxx
h2 xxxxx

measurement
Technology to create parts has improved. So has the technology to inspect them. By Alex Shortt
Multisensor Metrology Systems: The Latest Advancements
measurement
H2 Deck Info By Paragraph Style Bold
Headline
The technology available to today’s modern manufacturers – allowing them to create complex parts quickly – is better than ever. Advancements in core production and fabrication equipment are seemingly endless.
Just one factory floor can feature CNC machines for milling and routing, high-precision laser and plasma cutting and joining equipment, and high-volume molding and press equipment for plastics and metal parts. Additive manufacturing systems that have moved from a tool for prototyping to industrial-scale systems for end-use parts. And advancements in automation, connectivity, and intelligence allow these parts to move through the factory at lightning-fast speeds.
Just as the equipment used to make these parts has advanced, so too has the equipment used to inspect those same parts. Equipment used to ensure product quality and dimensional accuracy has come a long way since the days of hand calipers and profile projectors.
At the forefront of those advancements are multisensor metrology systems. Let’s look at why multisensor metrology systems are a must-have for manufacturers, and dive into some recent advancements in their technology.
Multisensor measurement systems offer a variety of sensor technology tools on a single platform – offering the versatility to inspect complex, modern parts more efficiently and accurately than any single-sensor machine.

At its core, a modern multisensor system will feature an advanced, telecentric optical system. Optical metrology is fast and does not require physical contact with the part being measured. Video measurement provides high accuracy and repeatability when detecting features, orienting parts, and measuring edges, dimensions, angles, and surface profiles.
Non-contact video measurement allows manufacturers producing soft or impressionable parts to capture data quickly and in a nondestructive manner. Complex parts with features that are either difficult or impossible to be measured by tactile sensors – internal geometries of a turbine blade or polished, reflective surfaces of a medical implant – are easily measured using the optical systems of multisensor measuring machines.
With recent advancements in optical technology, two important considerations in selecting a multisensor metrology system are if the system features low distortion optics, and if the optical system is telecentric.
Optical distortion can cause changes in the geometry or form of the image of a part, which can lead to measurement errors. The best optical metrology systems significantly minimize optical distortion through careful production steps: design, manufacturing, centering, coating, and assembly. Each unit is characterized and compensated for any residual distortion after assembly and prior to being installed on the metrology system.
Optical telecentricity ensures that the image size remains accurate even when the image is not perfectly focused. Lesser quality optical systems feature “wall effect,” a problem in optical measurement causing light to scatter or wrap around round machined or turned parts when measured. This causes the edges of the part to be fuzzy or indistinct, leading to measurement errors.
Recently, there have been significant improvements in the optics and camera systems of multisensor metrology systems.
New technologies favor digital or virtual zoom systems over traditional mechanical zoom systems. Complex 3D parts require zoom position changes throughout measurement routines and zoom position changes require time when using mechanical zoom system.
These new digital zoom systems allow for instantaneous zoom position changes, resulting in incredibly fast and highly repeatable measurement routines. Additional breakthroughs in these optical systems allow for measurement resolution to increase as the user zooms in – as opposed to simply digitally enlarging the image – which is a great benefit for system capability and flexibility.
High density megapixel cameras allow operators to see incredible detail of their parts. This is particularly important when defining edges of parts being measured. An ultra-high-resolution image combined with low distortion optics provides the perfect mix for high-throughput edge detection metrology – crucial when the production line is speedier than ever.
Complementing the optics, the system will also feature both contact probes (touch trigger and scanning), and non-contact laser and micro-probes. The combination of optics, contact, and non-contact sensors provide complete 3D measurement data output from a single system.
While optical systems are highly productive, they cannot be relied on to measure every single feature of a complex-shaped part – this is why modern multisensor measurement systems will feature contact probe options. A touch trigger probe will measure features of a part that are difficult to image, or surface boundaries that are inaccessible to optics.
Instantaneous zoom allows operators to see and measure detailed features easily, at high resolution.
By contacting the part, retracting, and moving to the next point, touch trigger sensors find data points one at a time. A variety of different styli configurations, tip materials, and lengths allow operators access to the specific features of the part being measured. Depending on the nature of the application, ruby, tungsten, or Teflon tips may be selected, along with straight single probes or multi-tipped star probes.
For parts with deep bores outside of the focus range of the video sensor, a touch probe is the idea sensor – reaching the surface and achieving accurate measurement.
Like the contact nature of touch probes, scanning probes are designed to make continuous contact with the surface of the part to gather high-density point data. These probes are ideal for achieving accurate profile or surface measurements. Scanning probes collect hundreds or thousands of measurement data points as they move across the part’s surface.
A scanning probe can greatly reduce programming and measurement run time versus single point probing, increasing measurement throughput while delivering accurate results.
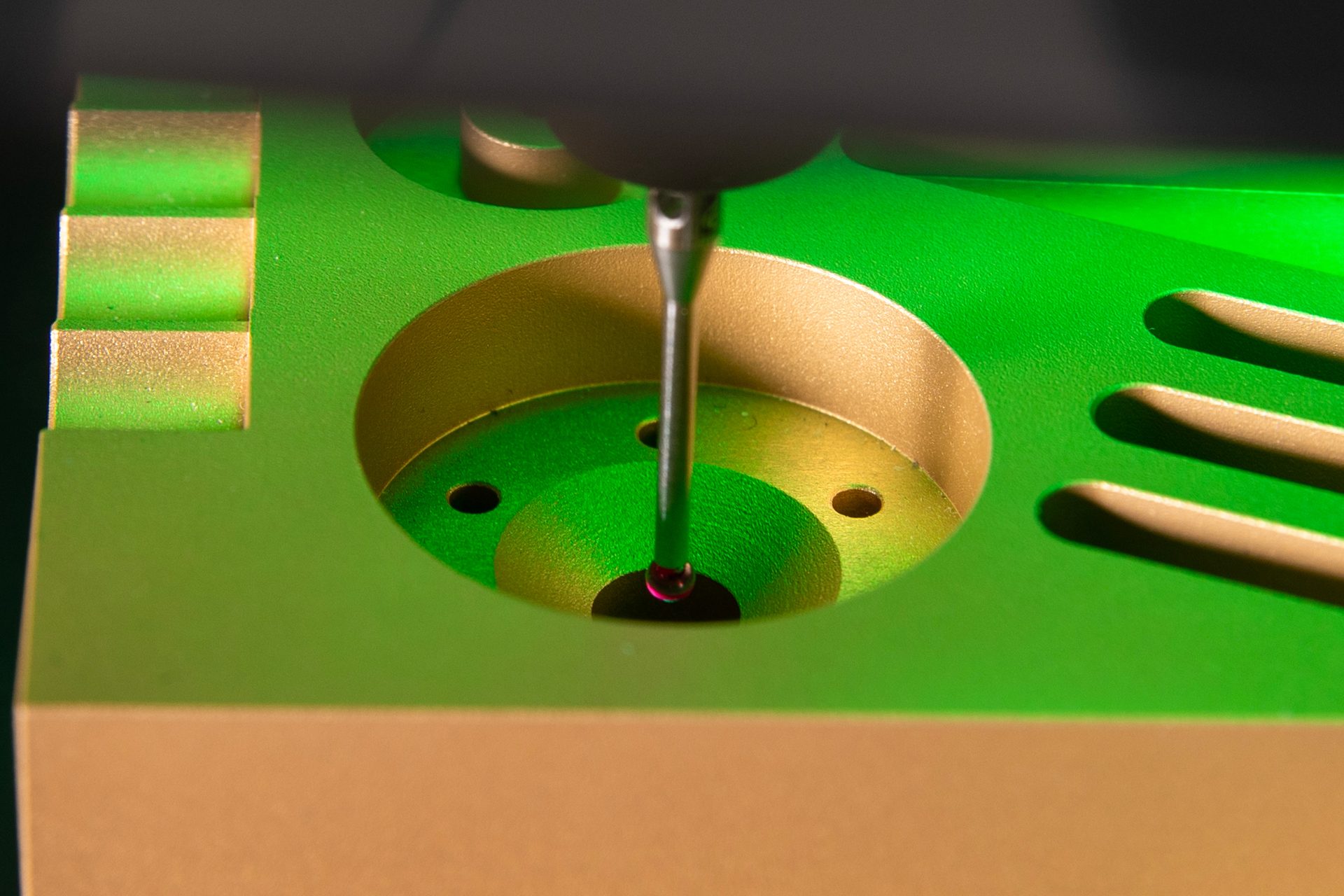
Deep bores are easily accessed and measured via touch or scanning probe.
Micro-probes are another variety of contact probing available for extremely sensitive parts. Micro-probes are a variant of a touch probe with incredibly small styli that trigger with forces as low as 1 mg – providing a reliable, accurate solution for easily deformable parts, highly sensitive surfaces, or micro-bores.
Because the sensors on a multisensor system are integrated, the optical sensor can precisely identify the location of these delicate or tiny features, and use the micro-probe to measure the features, easily determining if the feature dimensions are in tolerance.
Along with video as the primary sensor, multisensor metrology systems feature a selection of non-contact laser sensors.
Laser sensors gather points from surfaces and can be used to make fast contour and dimensional measurements on a variety of difficult to measure materials and surfaces. Laser scanners provide accurate measurement of part features that may not be accessible by other measurement methods, including tactile probes.
Laser sensors can be added to the system in an on-axis configuration with a through-the-lens (TTL) laser, or off-axis in the form of a laser pen or range sensor.
A TTL interferometric laser that is on-axis and non-triangulated, with a very long working distance, can measure deep inside recessed features that are not accessible by any other sensors. There is no offset between the optics and laser in a TTL configuration, which can be advantageous when switching between video and laser or if the part is particularly large.
A side-mounted triangulation laser can achieve extremely high resolution even on specular surfaces that scatter laser light, while chromatic white light probes can achieve Z height measurements with sub-micron accuracy and measure surface height changes on transparent, translucent, fragile, or even liquid surfaces.
Lighting and motion accessories round out the hardware of a multisensor metrology system and are crucial for full part characterization.
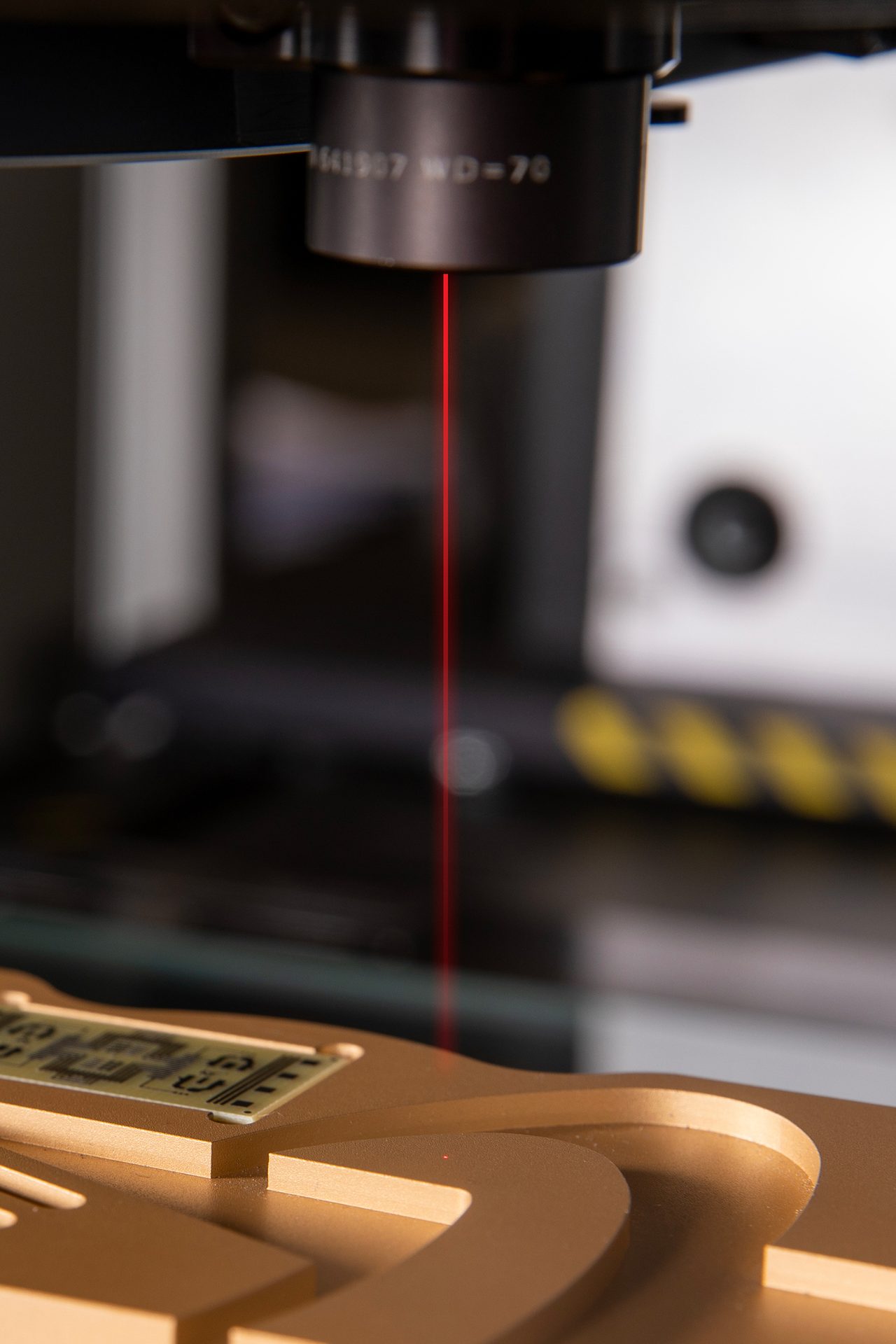
Laser sensors provide accurate measurement of difficult to measure materials and surfaces.
Multisensor systems come equipped with integrated illumination that provides light that is easily programmable in both direction and incidence angle, illuminating parts to achieve accurate measurement.
The inner rings of an LED lighting system illuminate the part from above, providing “square on” illumination. The outer rings provide oblique lighting, ideal for chamfered edges and blended radii. By selecting different rings, users control the angle of incidence of the illumination.
Grid projectors are also available to enhance video images of parts with little to no contrast. Glass, clear plastic, and mirror finished metal parts can be difficult to measure. By projecting a grid pattern through the lens and onto the surface of a part, the optical system can quickly focus, providing accurate measurement and improved repeatability.
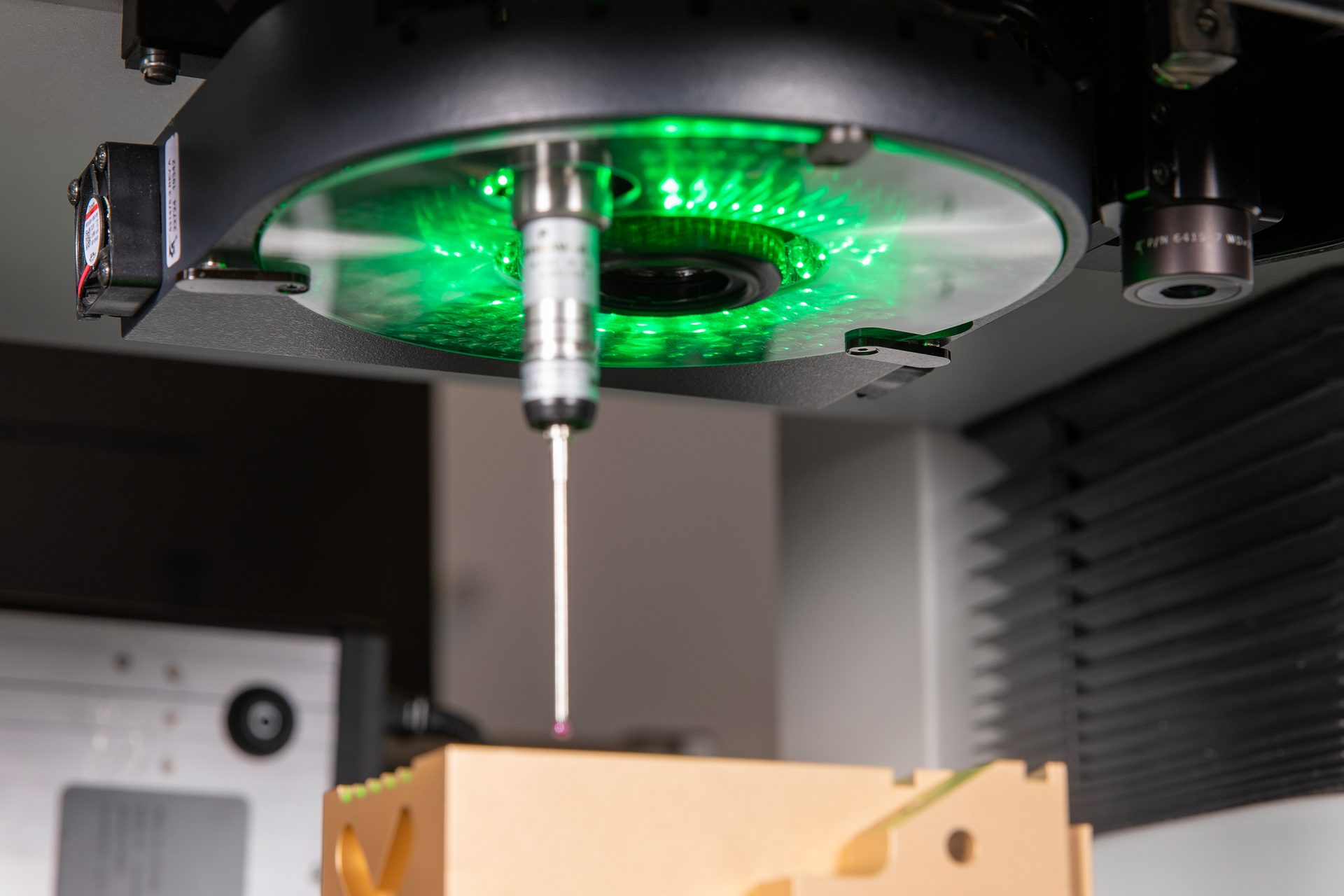
Integrated illumination – like this LED ring light – is easily programmable to illuminate features from multiple directions and angles.
Fourth and 5th axis rotaries are available for multisensor measurement systems. Parts with key features on many sides can be fully characterized by using a rotary indexer.
Rotaries allow complete measurement in a single setup. Dual-axis rotaries, comprised of two rotaries mounted together, provide full five-axis capabilities for multisensor systems.
While hardware is extremely important, it’s no use without robust software.
Since a multisensor system is inherently designed to use a variety of sensors to deliver full measurement results, the best systems feature software that calibrate all available sensors and automatically generate measurement routines – making programming a breeze and optimizing routines for maximum efficiency.
Software that is unified and offers 3D CAD capabilities, CAD with PMI, GD&T functionality, and regulatory compliance is essential and removes the need for operators to learn multiple standalone software packages for each individual sensor. These software packages offer clean, simple user interfaces and allow for easy graphical reporting of complex measurement data.
Metrology software that allows intelligent programming from CAD models eliminates the need for multiple software packages for each individual sensor.
The emergence of artificial intelligence is reshaping all industries, manufacturing included. Many software packages powering multisensor measuring systems now tout A.I. enhancements, and a good deal of metrology software offerings have offered intelligent features for quite some time.
Software features like automatic edge detection – identifying and detecting challenging edges without user input – is a great example. Software intelligence will also find those edges when parts vary, even across the field of view of the system.
Intelligent feature extraction is another. System users can place their part or parts on the stage, and all measurement decisions can be made with zero input. Automated decision making in the software can be a great benefit to organizations that struggle with the ability to train or retain skilled users of the metrology systems.
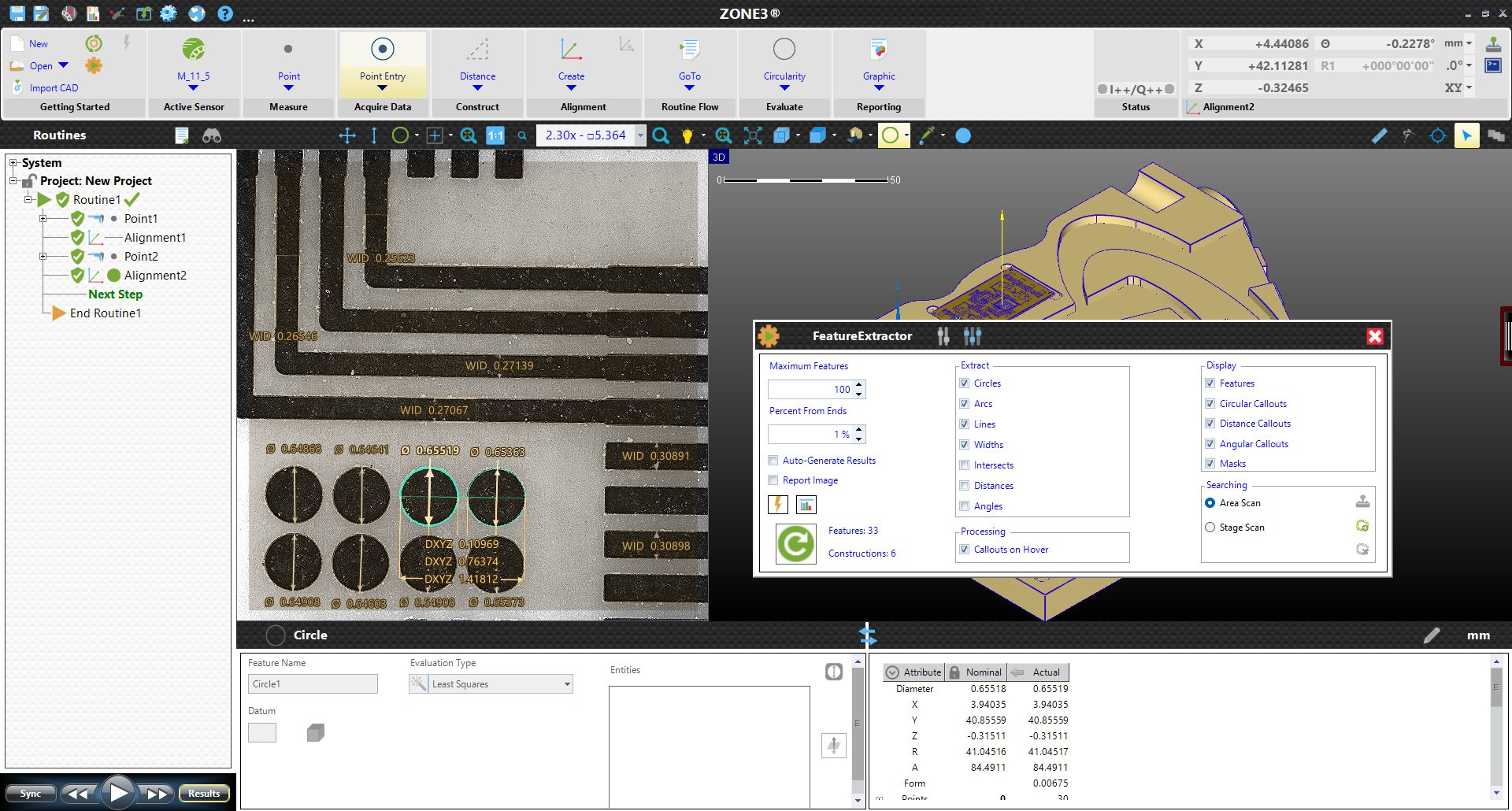
Intelligent features like automatic feature extraction immediately discover the part’s features and display results graphically.
Offline programming is another key feature of the best multisensor metrology software. Routines can be programmed in offline mode, away from the metrology system, freeing up the system to continue measuring. The routines can then be deployed to systems on the shop floor or metrology lab, allowing operators to initiate measurement routines without the need for extensive training.
As manufacturing operations continue to advance and modern technologies emerge, inspection and quality control must keep up. Multisensor metrology systems are the answer – increasing throughput and accuracy with automation, integrated within the smart factory environment – delivering results a fraction of the time and investment it would take to do so using separate measuring systems.
